Introduction
A resonant vibration in the machine or workpiece is referred to as chatter. It has the potential to become fairly aggressive and make a characteristic loud noise. Chatter in machining is particularly terrible for your tool life, interferes with the accuracy of the machining operation, and shortens the life of your machine, thus it’s virtually never a smart idea to keep machine running in the face of strong chatter.
Many jobs, on the other hand, can get by with a little bit of conversation here and there. We’ve all seen milling operations with a little noise at various points in the toolpath–for example, you might hear a squeak as the cutter passes around a corner.
Chatter can feed on itself, similar to how feedback on a loudspeaker PA system causes those awful screeching noises. As a result, it’s sometimes referred to as “regenerative chatter.” Grasp how chatter operates requires an understanding of the regeneration phenomena. A vibration in the tool causes a wave in the workpiece, and a steady series of these waves is created by constant vibration.
Consider what happens if you make a second pass over a surface that is already wavy from chatter: the forces on your cutter change as the waves crest and trough. This is the feedback phenomena, in which more waves of the same frequency are produced on your workpiece, increasing chatter.
Chatter in Machining: Types
Tool chatter and workpiece chatter are the two types of chatter to be mindful of. Tool Chatter causes vibrations in your machine and tool, which are subsequently conveyed to the workpiece.
Workpiece Chatter causes the workpiece’s wall to vibrate. The latter is more common when working with thin walls, yet it can be just as bad as, if not worse than, Tool Chatter. For the sake of this essay, we’ll be focused on Tool Chatter, but you may use the same strategies to reduce Workpiece Chatter. Before we go any farther, there are two useful Workpiece Chatter tips.
To begin, maximise the amount of meat in the workpiece by using toolpaths that don’t remove too much material too fast. On the Long Reach and Thin Wall essay, we’ll go over this in further depth. Second, various procedures may be required to alter the workpiece’s chatter frequency.
One option to improve its rigidity is to support the walls with a filler material that can be easily removed once the machining is completed. Wax, low melting point tooling materials (both special plastics and metal alloys are available for this purpose), and even filling the void with a vaseline and lead shot mixture have all been suggested. Melt the vaseline over low heat, then add the lead shot, pour it in, and set aside to cool.
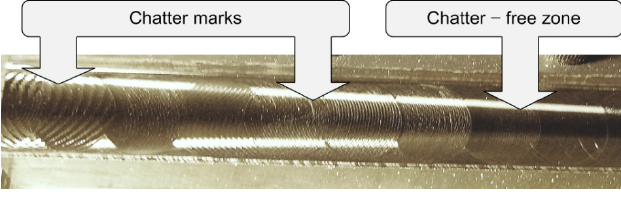
Machining should be free of chatter
Using Spindle Speed and Other Tricks to Reduce Chatter
When machining chatter occurs, most machinists first slow down (which minimises deflection and hence chatter, as well as modifying the spindle frequency), then seek for ways to increase rigidity. There’s nothing wrong with increasing rigidity, but if you’re a seasoned machinist who knows what you’re doing, there are better options than simply slowing down to reduce chatter.
Because chatter is a resonant vibration caused by tool flutes striking the workpiece, it’s only natural that particular spindle speeds will pound on the workpiece at the exact chatter frequency to enhance chatter. It’s similar to the classic method of rubbing your moistened finger around the lip of a wine glass until it hums.
We need to figure out which frequencies to avoid in order to reduce noise, or we can invert the situation and hunt for frequencies where we can push aggressively without causing chatter. This is why, while slowing down may be effective, speeding up may be equally effective or even superior. When chatter appears, experiment with your spindle RPMs to see if you can get it to stop. First, try raising the pace, then slowing down. It’s possible that simply turning the knob will solve your problem.
If a little knob turning doesn’t work and your rigidity is at its maximum, try for more ways to change the chatter frequency –
– Adjust the flute count on your cutter. This drastically alters the frequency. You can always switch to one or more fewer flutes unless you’re using a two-flute setup. Actually, single flute cutters are available, which I’ve heard machinists use for really awful chatter situations on a part they make frequently. If you have indexable tooling, try deleting one or two inserts if you have extras. If you start playing with flutes, remember to readjust your feeds and speeds.
– Play around with the tool’s stickout. This is referred to as “Tool Tuning.” The chatter frequency can be changed by changing the stickout by as low as 0.100′′. Don’t be scared to try longer stickout in addition to shorter stickout (which enhances rigidity). Even while it will lessen rigidity, it will vary the frequency of chatter, ideally to a point where it will not interfere with your work. If you change stickout, double-check your tool deflection. And, while we’re on the subject of tool deflection, you can lower it to reduce the odds of exciting noise during milling. When roughing, a reasonable rule of thumb is to keep it under 0.001′′. Chatter and tool breakage become more likely when you exceed that number.
Love this article! Useful and informative. looking forward to seeing more like this. Also check this out industrial shredder machine. Thank you.
"I recently had to replace my old water pump , and I was amazed at how much of a difference it made in my plants' health and growth. The new pump I installed was more efficient and powerful, which meant my plants were getting the right amount of water at the right time. It's amazing what a difference the right water pump can make!"